全自动钢筋套筒攻丝机 不用退丝锥攻丝机


 产品分类 产品分类
站内搜索 友情链接
|
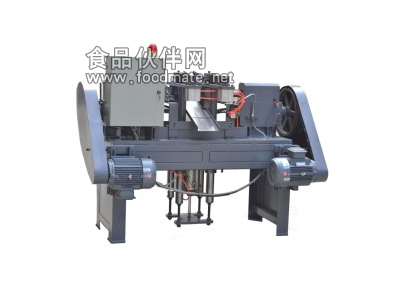
全自动钢筋套筒攻丝机 不用退丝锥攻丝机
详细信息 全自动钢筋套筒攻丝机”参数说明适用行业: 通用 精密度: 普通精度类型: 攻丝 自动化程度: 自动刀具数量: 2 加工方法: 攻丝“全自动钢筋套筒攻丝机”详细介绍全自动套筒攻丝机调整 (注意:以下工作要在断电状态下进行) 由于本机可实现多种规格套筒的加工,所以必须根据套筒的实际尺寸对机床的送料系统,加紧系统,导螺杆主轴,丝锥卡套等进行相应的调整或更换。 1、 料槽部分调整 料槽由排料槽与送料槽组成,排料槽的宽度要大于工件长度一般为+2~+4MM。送料槽要根据工件的直径做高度方向的调整,一般要求送料槽装上工件后于夹具中的工件同轴(如果不同轴需要调整相应螺栓),用与气缸连接的送料杆推进工件应顺利无卡。另外排料槽的斜角也可以适当的调整,一般建议斜角越小越好,但要满足自动走料的要求。 送料杆是安装在送料汽缸上,左右送料汽缸由电磁阀控制,手动操作时通过按压电磁阀上的手动按钮来控制送料杆的前进与后退。送料杆的送料位置要根据工件的长度做相应调整,一般建议工件在夹具的中心位置夹紧,其调整方法是通过调节送料杆与汽缸杆的螺纹连接长度确定。 2、 夹具部分调整 更换夹具时从压板上拆下夹具,夹具用M10螺丝固定在上下压板上。夹具更换不影响中心位置,由加工控制,所以一般攻丝机床中心位置不需要调整,除非维修过升降汽缸或升降台板后需要重新调整中心高。 (1) 夹紧力的调整。一般建议选用本批次产品中外圆直径的工件作为样件进行夹紧力调整,力度标准为手工用力提起杠杆臂后汽缸顶杆距杠杆臂的距离为15MM,可通过杠杆臂上气缸的活塞杆进行调整。 (2) 杠杆臂位置调整。一般我们建议夹紧汽缸完全伸出后其顶杆与杠杆臂定位孔成一直线,如果不是一直线,可通过调整杠杆臂前支点的两块支架板的前后位置进行调整。调整好后用本批次外圆工件进行送料实验,如果无问题就可进行下一步调整。 3、 攻丝轴部分调整 (1) 攻丝轴的螺距要与被加工工件螺距一样,否则不能进行加工。本机的丝锥柄已经按标准丝锥与标准工件的长度尺寸进行优化设计,保证整根丝锥的全寿命使用。
|